

















1. Демонтаж имеющегося блока приводов подач и двигателей подач по осям XYZ.
Произведён комплекс работ по демонтажу блока приводов подач по осям XYZ и подготовке места для монтажа новых сервоблоков в шкафу управления. Произведён демонтаж двигателей подач по осям XYZ.

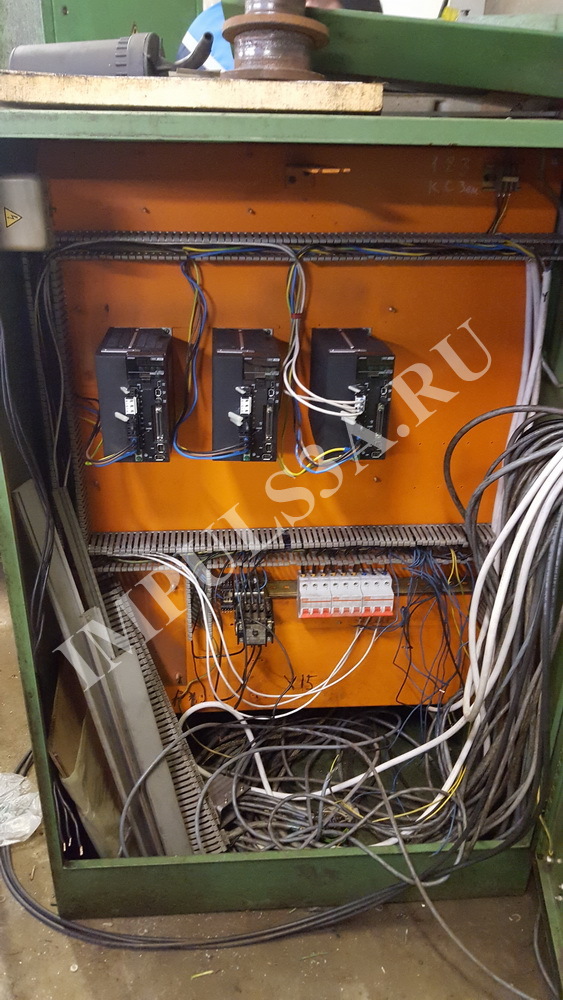
Фото 1. Шкаф до демонтажа приводов.

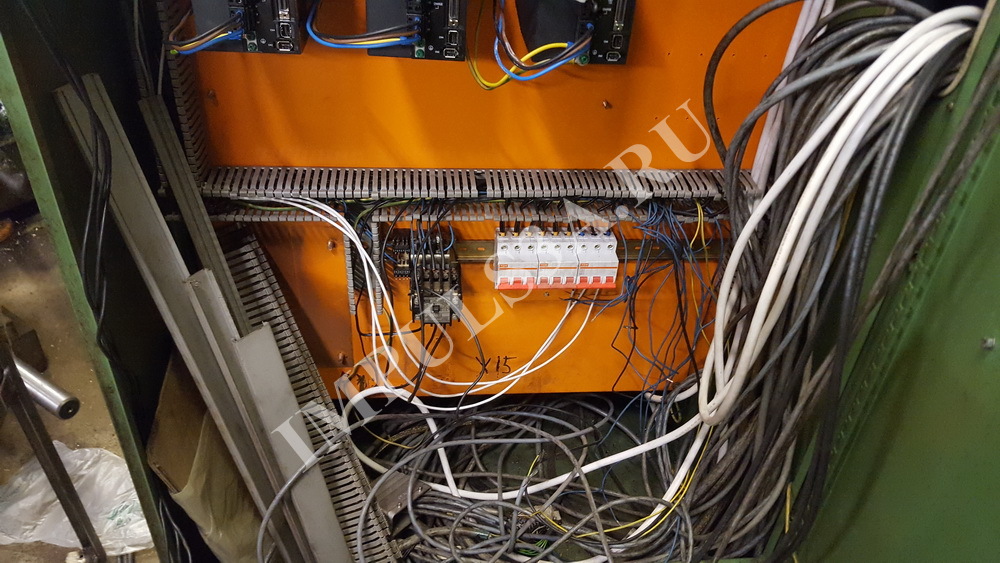
Фото 2. Шкаф после демонтажа.
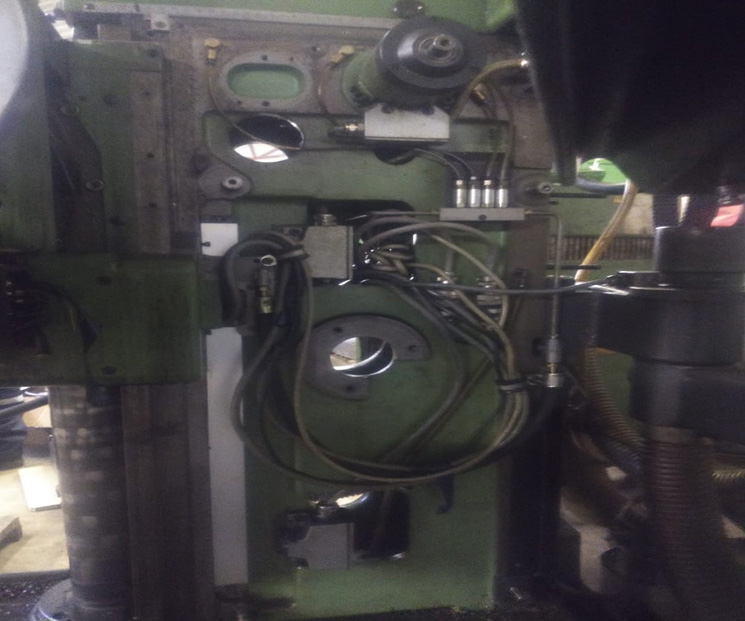
Фото 3. Станок после демонтажа двигателей подач.

Фото 4. Демонтированные двигатели подач.

Фото 5. Станок после демонтажа двигателей.
В процессе демонтажа были произведены замеры посадочных мест двигателей подач для подбора оптимальных по типоразмеру новых серводвигателей. Произведена подготовка под монтаж новых штатных двигателей предохранительных перегрузочных муфт.

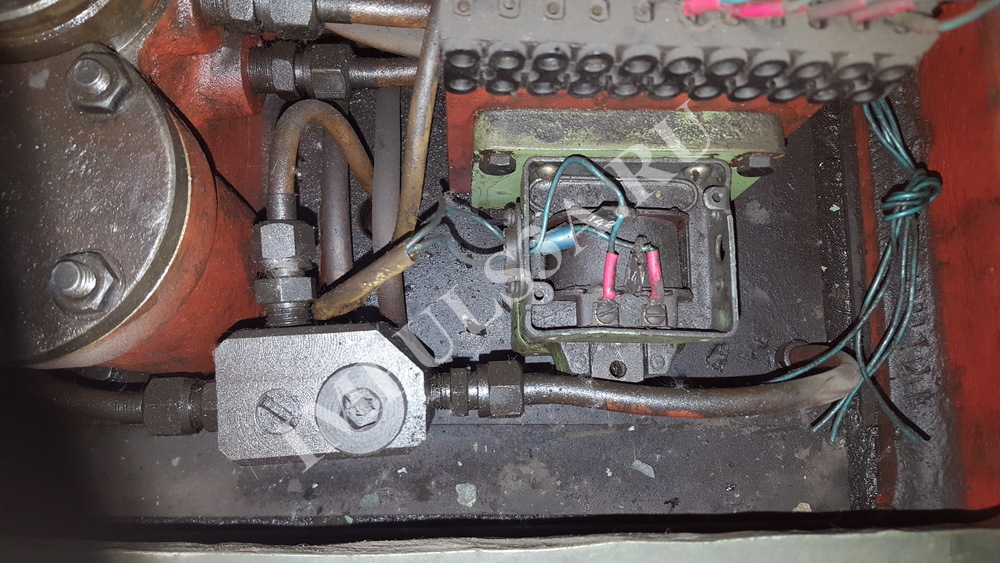
Фото 6. Предохранительные муфты.
2. Демонтаж кабельных трасс привод-двигатель по осям XYZ.
Старые кабельные трассы привод-двигатель демонтировались одновременно с прокладкой новых кабельных трасс и использовались в качестве кондукторов для протяжки новых кабелей.
3. Разработка электрических схем изменений.
В процессе проведения работ при помощи среды разработки AUTOCAD были разработаны электрические схемы изменений в части подключения приводов и двигателей подач по осям XYZ. Схемы изменений проектировались исходя из требований Технического Задания и задач оптимизации работ по монтажу серводвигателей в части подбора нужного типоразмера двигателей по осям XYZ. Так же при разработке и проектировании использовалось Руководство пользователя по сервосистемам OMRON Accurax G 5 и электрические принципиальные схемы на станок предоставленное представителями ООО "ПСК Ладога".
Руководство пользователя по сервосистемам OMRON Accurax G5. Приложение 2 к Отчёту о разработке технологических решений.
Электрические схемы. Приложение 1 к Отчёту о разработке технологических решений.
4. Изготовление эскизов чертежей крепления серводвигателей (переходник, фланец).
В процессе проведения работ с помощью средств разработки Splan был разработан чертеж переходных втулок крепления валов серводвигателей подач по осям XYZ.
Разработка чертежей посадочных фланцев не потребовалась. Благодаря оптимизации подбора типоразмеров все посадочные размеры фланцев подобранных двигателей полностью совпадают с размерами старых двигателей.
Чертеж переходной втулки. Приложение 3 к Отчёту о разработке технологических решений.
5. Монтаж серводвигателей.
На станок были установлены серводвигатели.
По осям X и Y R88M-K1K020F-S2 Серводвигатели серии G5, без тормоза, 1кВт, 400В,
Номинальный момент- 4.77Нм,
Номинальная скорость-2000об/мин,
что соответствует требованиям Технического задания п.4.
По оси Z R88M-K1K520F-BS2 Серводвигатель серии G5, с тормозом 24VDC, 1.5кВт, 400В,
Номинальный момент - 7.16Нм,
Номинальная скорость-2000об/мин,
что соответствует требованиям Технического задания п.4.

Фото 7. Установленный двигатель оси X.

Фото 8. Установленный двигатель оси Y.

Фото 9. Установленный двигатель оси Z.
Для установки двигателей в качестве адаптера вала были использованы разработанные переходные втулки. Втулки изготавливались на электроэрозионном станке.

Фото 10. Смонтированная втулка.
6. Монтаж блоков сервоприводов.
В процессе выполнения работ была произведена установка новых блоков сервоприводов и прокладка кабельных трасс. Подключение кабельных линий и питающих и управляющих цепей осуществлялось по разработанным схемам. Дополнительно для подключения сервоблоков использовались автоматические выключатели С10 – 3шт. и источник питания 24В 2.0 А.

Фото 11. Шкаф с установленными сервоблоками.
Для управления серводвигателями по осям XY установлены блоки R88D-KT10F Сервопривод G-серии, 1кВт, 3x400В, аналоговое/импульсное управление.
Для управления серводвигателем по оси Z установлен блок R88D-KT15F Сервопривод G-серии, 1.5кВт, 3x400В, аналоговое/импульсное управление.
Установленные блоки приводов позволяют управлять скоростью двигателей в диапазоне от 0- 2000 об/мин.
7. Проведение комплекса работ по профилактическому ремонту автоматики и электропроводки станка.
Проведены работы по обтяжке клемных колодок восстановлению изоляции кабелей автоматики станка.
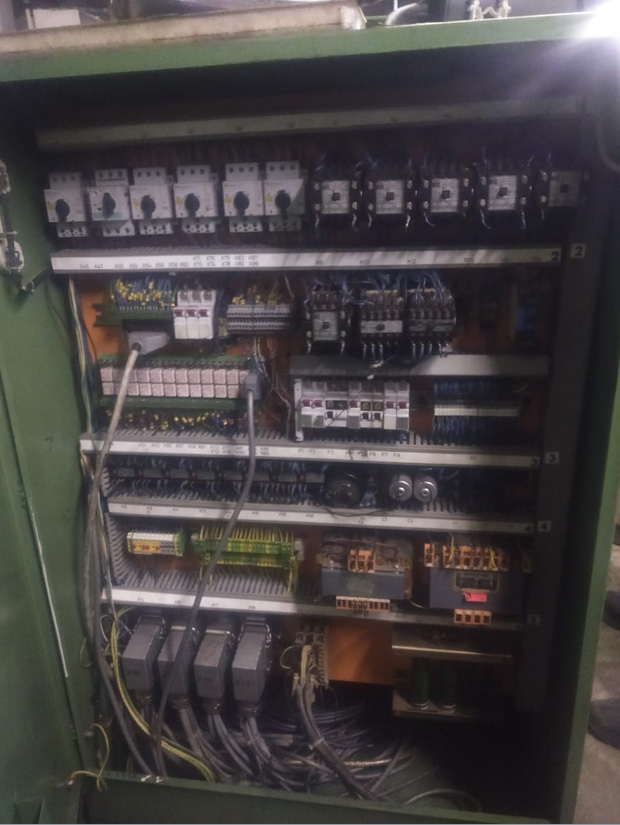
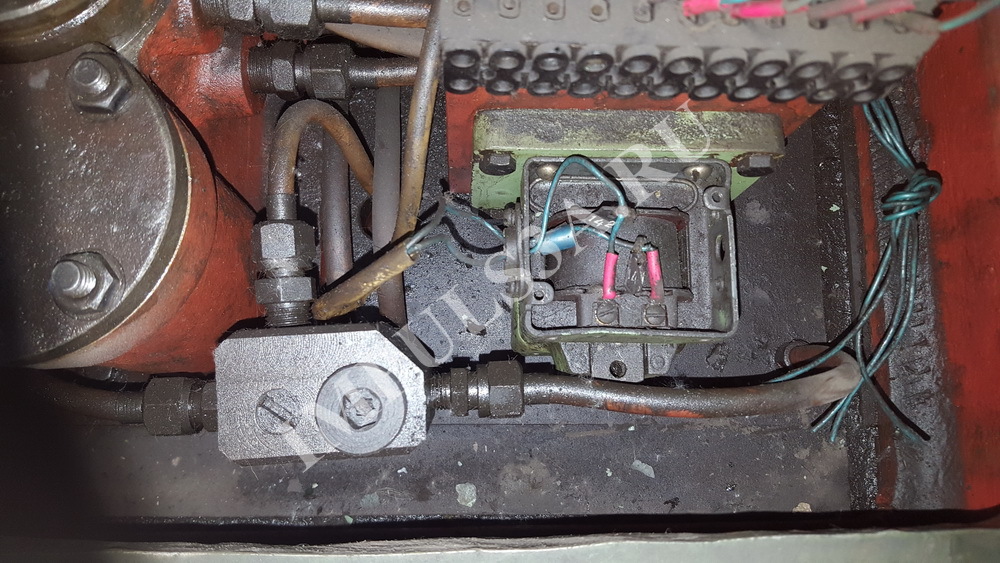
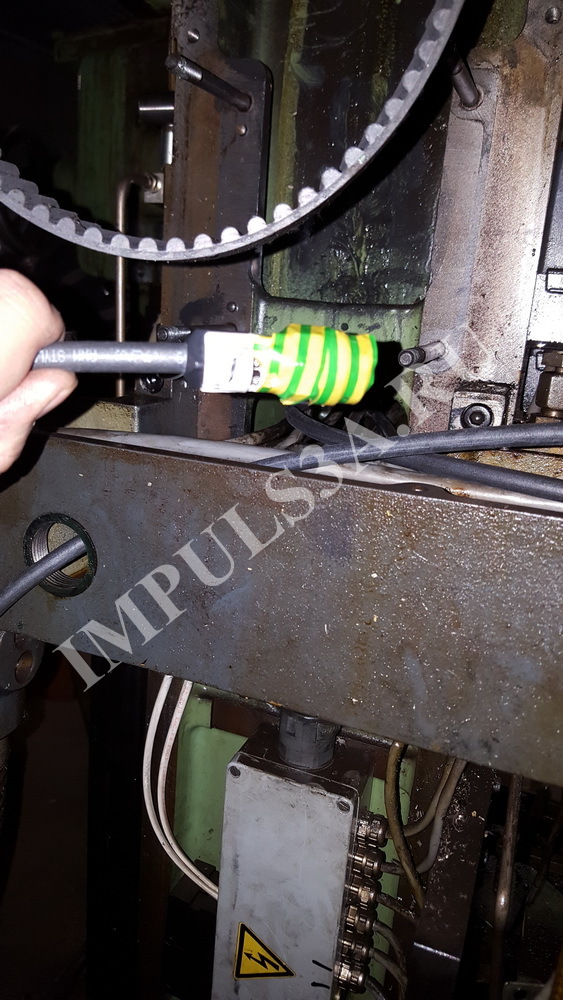
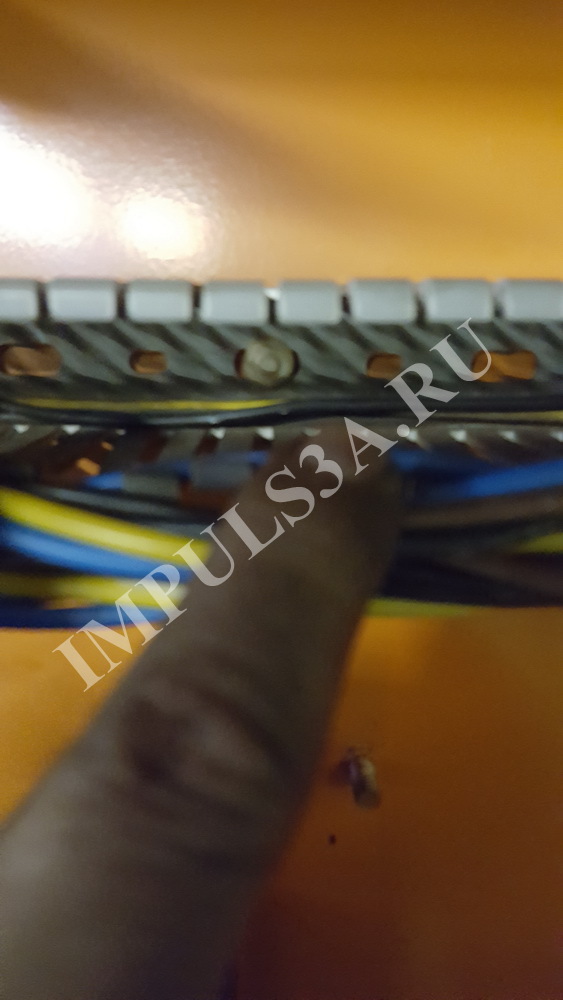
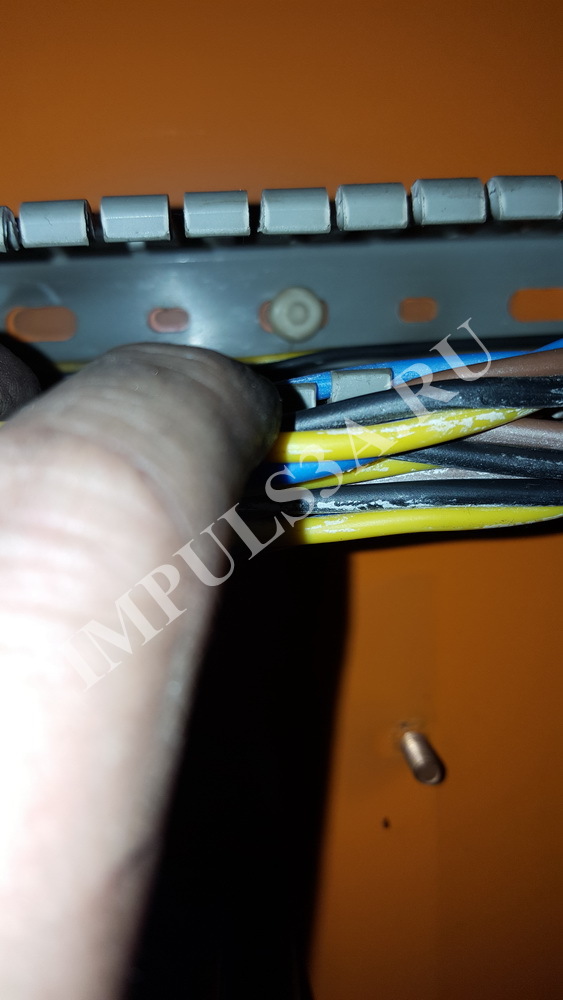
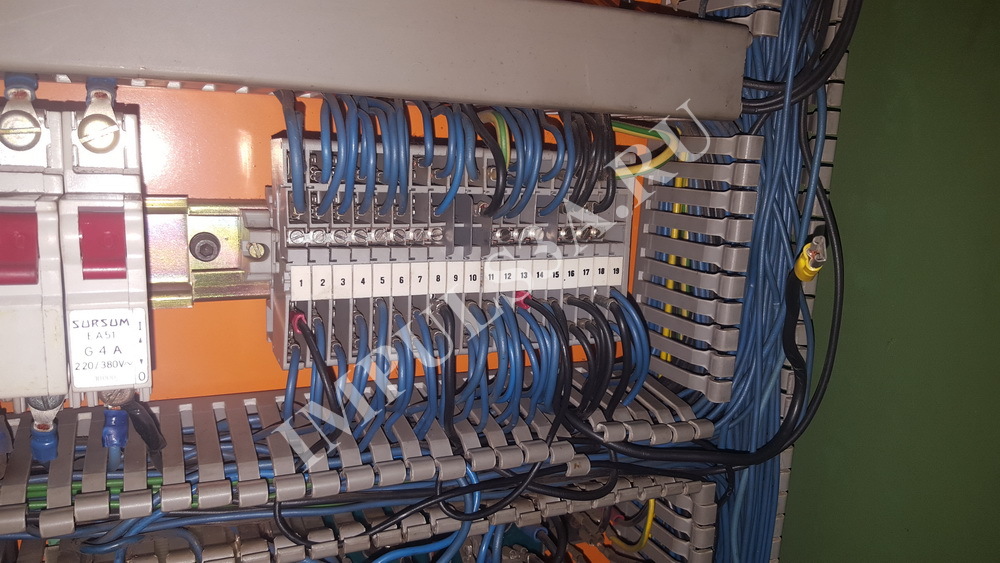
Фото 12. Автоматика станка.
8.Замена переносного станочного пульта.
На станке для восстановления работы в режиме "Настройка" была произведена замена станочного пульта на пульт NC110-78B.

9. Произведена настройка параметров сервоприводов.
Настройка производилась с использованием функции "Автонастройка" сервоблоков OMRON.
10. Станок проверен в работе на всех режимах совместно с представителем ООО "ПСК Ладога".
Станок передан в эксплуатацию.